
An automated hoist is probably the most commonly used means of moving parts through the steps of an automated immersion cleaning process. These hoists come in almost unlimited variations but have in common that they can move a basket or rack of parts in two dimensions along the axis of a multi-station cleaning system. Although the hoist suspension can be located directly over the tanks, the preferred configuration is to have a cantilevered load bar supported by a structure offset from the cleaning tanks to minimize contamination that might be introduced by the moving parts of the hoist.
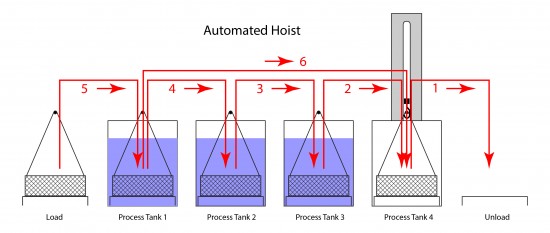
The above illustration shows the basic motion or an automated hoist. Baskets or racks of parts are sequentially moved one step forward in the process. In the illustration, the red arrows show the path of the hoist. First, the hoist engages the carrier in process station 4 and moves it to the unload position. The hoist then disengages that carrier and moves back to station 3 and moves the carrier in process station 3 to process station 4. This sequence continues until all carriers have been moved forward one position. The hoist then goes to process station 4 and repeats the process described above.
Advantages –
- Process stations do not need to be spaced equally distant from each other nor do they have to be at the same elevation as the hoist can be programmed to account for such variations.
- An automated hoist can be programmed to sequence carriers through the process stations in any order and with different dwell times at each process station.
- Because the hoist only lifts one carrier at a time, the mechanical drives do not need to be as powerful as those for a walking beam transfer system.
Considerations –
- Carriers can not be processed through the system any faster than the longest process time will allow. This, in essence, limits an automated hoist system to the same situation of having all process steps of equal duration just as in the case of a walking beam or pusher system unless multiple stations are added where additional time is required.
- Due to inherent limitations in the speed of movement of the hoist, a process consisting of a number of relatively short duration steps may exceed the capability of the hoist thereby limiting the throughput of the system. This is especially true if a large number of process steps are involved.
- As the number of process steps is increased, the demand on the automated hoist grows. Should the total time required for all transfers to occur exceed the time required for the longest process step, throughput will drop as the hoist can not return quickly enough to make the required transfer.
Increasing Capacity –
In many cases design engineers resort to a scheme using several moving hoists mounted on a single track in an effort to meet throughput requirements. Although one would intuitively expect to double throughput using multiple hoists, the actual benefit is usually considerably short of that goal. Throughput rates are notoriously difficult to predict, especially in the cases of “smart” controls which have decision making capability (which carrier must be moved next to satisfy process requirements). In a case where one or more process steps are confined by a maximum dwell time (unless it is the maximum time of all process steps), special care should be taken to assure that process requirements can be met with the proposed hoist configuration.
In summary, automated hoists, when properly designed, are a great way to move parts through a cleaning system. Automated hoist transfer systems, despite their capability and flexibility, do have limitations which should be considered before committing to such a system.
– FJF –
 Water – De-ionized – Hints
Water – De-ionized – Hints  A Fond Farewell to John Fuchs
A Fond Farewell to John Fuchs  Millipore Testing – Evaluation by Particle Counting
Millipore Testing – Evaluation by Particle Counting  Tape Test for Cleaning Revisited
Tape Test for Cleaning Revisited